Machine plastic molding is a high-volume, automated manufacturing process where plastic material is shaped using specialized machinery within a controlled mold.
It is the dominant method for mass-producing precise, consistent, and complex plastic parts, from tiny medical components to large automotive panels.
What is Machine Plastic Molding?
At its core, machine plastic molding is a manufacturing process that uses rigid machines and precision-engineered molds to shape liquid or pliable plastic into a desired shape.
The basic principle is simple: raw plastic material—usually in the form of pellets, granules, or powder—is heated until it becomes soft and flowable.
This molten material is then forced, poured, or formed into a mold cavity. Once inside, the plastic is cooled and solidified, taking the exact shape of the mold.
Finally, the mold opens to eject the finished part .
The “machine” aspect is crucial. While early molding techniques relied on human force, modern plastic molding machines utilize hydraulic, electric, or hybrid power systems to generate the immense pressure and precise control required for consistent, high-volume production .
These machines are the backbone of the plastics industry, enabling the creation of everything from microscopic gears to 500-gallon water tanks.
The materials used are primarily polymers, which fall into two main categories :
- Thermoplastics: These are the most common. They soften when heated and harden when cooled, a process that can be reversed and repeated. This makes them highly recyclable. Common examples include Polyethylene (PE), Polypropylene (PP), Polystyrene (PS), and Nylon .
- Thermosets: These materials undergo a chemical change when heated and cured, creating a permanent shape that cannot be re-melted or reshaped. They offer superior heat resistance and dimensional stability, making them ideal for electrical components and automotive parts .
The choice of material and molding method depends entirely on the final product’s requirements. The global molded plastic market, valued at over $187 billion in 2023, is a testament to the critical role this technology plays across virtually every industrial sector .
Common Types of Machine Plastic Molding
There are several different plastic molding processes, each suited for specific types of products, production volumes, and cost structures. Here are the six most common types.
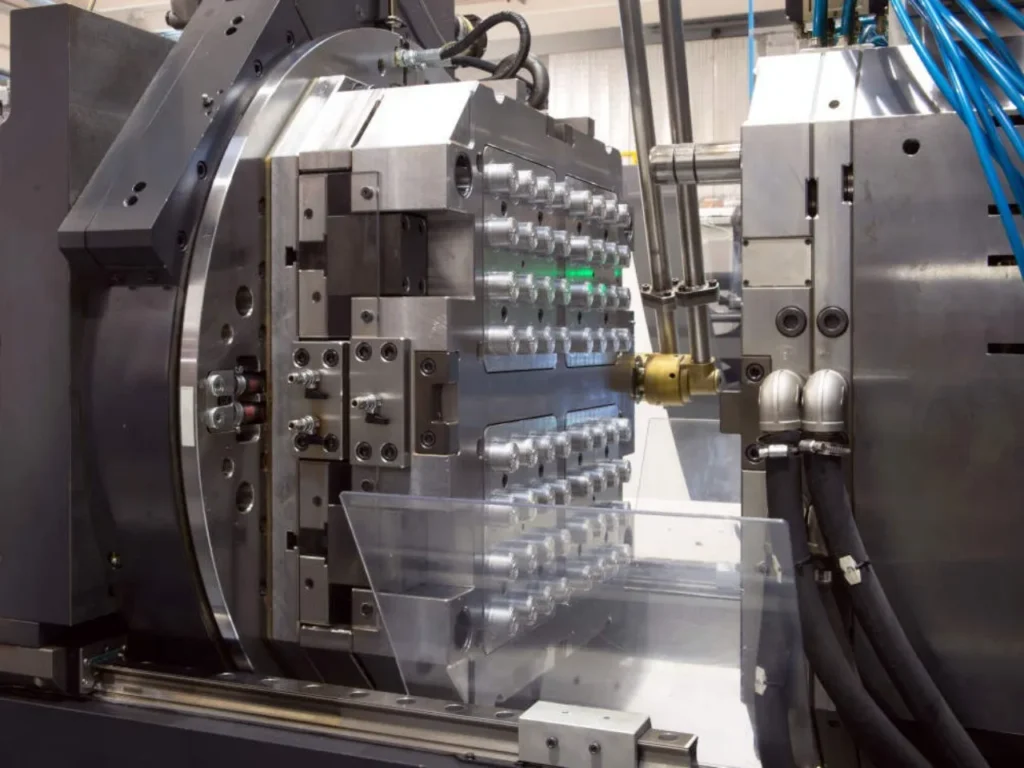
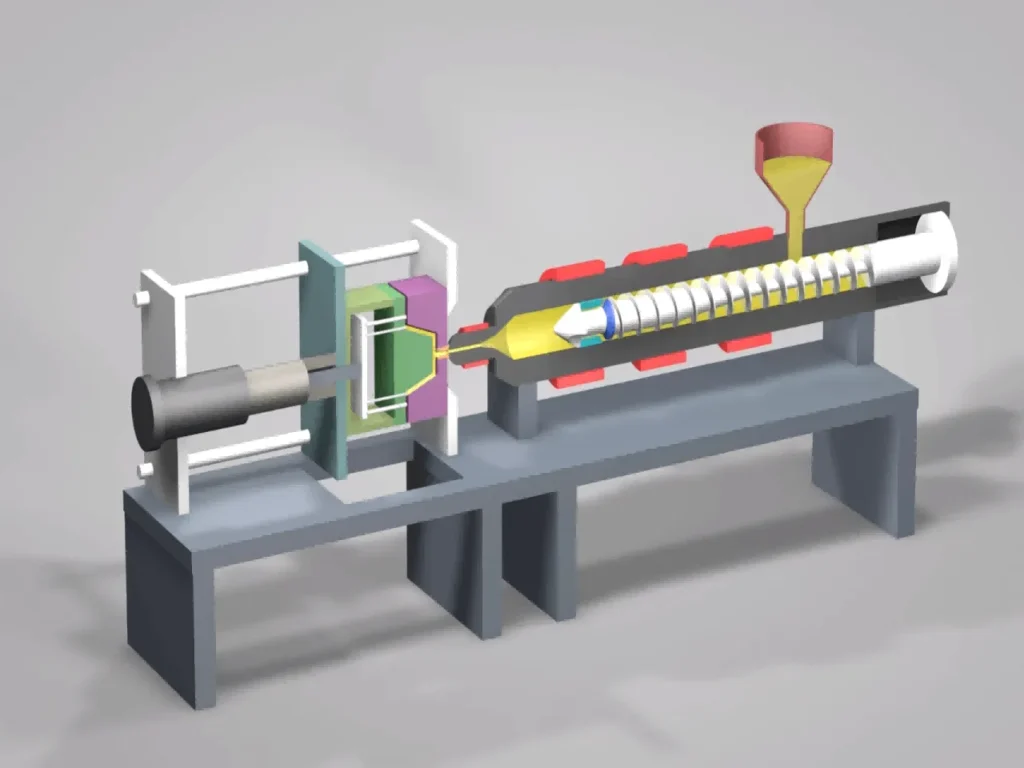
1. Injection Molding
Injection molding is the most widely used and versatile plastic molding process . It is often the first thing that comes to mind when discussing machine plastic molding.
The Process:
- Plasticizing: Thermoplastic pellets are fed from a hopper into a heated barrel. Inside the barrel, a rotating screw (or reciprocating screw) melts the material and pushes it forward.
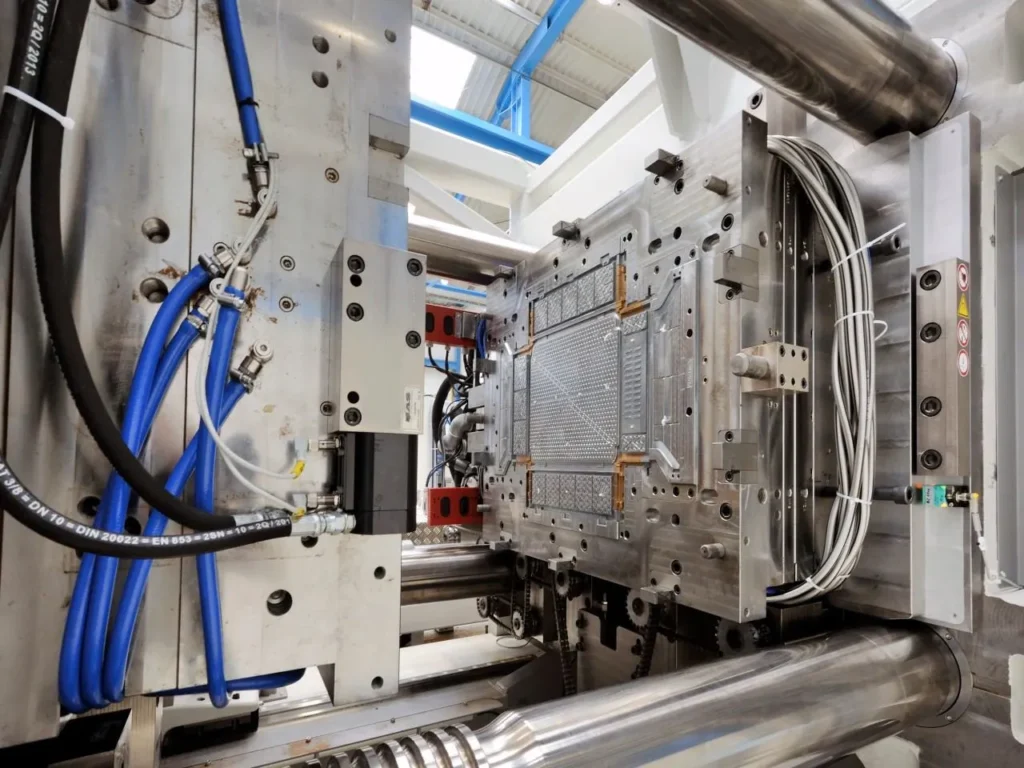
- Injection: The screw acts like a plunger, injecting the molten plastic under extremely high pressure into a closed, two-part mold . The pressure is maintained to ensure the material fills every nook and cranny of the cavity.
- Cooling: The mold is cooled, usually by water or oil circulating through channels in the mold. The plastic solidifies into the shape of the part.
- Ejection: The mold opens, and ejector pins push the finished part out. The cycle then repeats .
Pros and Cons:
- Pros: Extremely high production rates, excellent surface finish, tight tolerances, low labor costs, and the ability to create highly complex geometries .
- Cons: High initial tooling and machinery costs, long lead times for mold fabrication, and not cost-effective for low-volume production .
Common Applications: Automotive components (dashboards, bumpers), consumer electronics (housings for phones and laptops), medical devices (syringes, vial caps), and packaging (bottle caps, containers) .
2. Blow Molding
If you have ever used a plastic bottle, you have encountered a product of blow molding. This process is specifically designed for creating hollow, one-piece objects .
The Process:
- First, a molten tube of plastic, called a parison (for extrusion blow molding) or a preform (for injection blow molding), is created.
- This tube is clamped inside a two-part mold.
- Compressed air is blown into the tube, inflating it like a balloon until it pushes against the cool walls of the mold cavity .
- The plastic cools and hardens in the shape of the mold. The mold opens, and the hollow part is ejected.
Pros and Cons:
- Pros: Ideal for hollow shapes, cost-effective for high-volume production, good surface finish, and can produce complex contours.
- Cons: Limited to hollow parts, wall thickness can be difficult to control perfectly, and material distribution may vary .
Common Applications: Beverage bottles, detergent containers, automotive fuel tanks, industrial drums, and plastic toys .
3. Extrusion Molding
Unlike injection or blow molding, which produce individual parts, extrusion molding is used to create continuous, linear products with a constant cross-section .
The Process:
- Plastic pellets are fed into a heated barrel and melted by a rotating screw.
- The screw continuously pushes the molten plastic through a specially designed die. The die acts as a reverse mold, shaping the plastic as it passes through.
- The newly formed continuous profile is then fed onto a conveyor belt and cooled, usually by water sprays or air, to solidify it.
Pros and Cons:
- Pros: Continuous, high-volume production, very efficient, low cost per unit, and excellent for long, uniform shapes .
- Cons: Limited to parts with a constant cross-section, less design complexity compared to injection molding.
Common Applications: PVC pipes, drinking straws, plastic window frames, weatherstripping, plastic sheets, and wire insulation .
4. Rotational Molding (Rotomolding)
When you need a very large, hollow, and stress-free product, rotational molding is often the process of choice .
The Process:
- A measured amount of powdered plastic resin is placed inside a hollow, thin-walled mold.
- The mold is closed and moved into an oven where it is heated while being rotated biaxially (around two perpendicular axes) .
- The heat causes the plastic powder to melt and stick to the hot inner walls of the mold. The continuous rotation ensures the material coats the entire surface evenly.
- The mold is then moved to a cooling chamber while still rotating, where the plastic solidifies.
- Finally, the rotation stops, the mold opens, and the finished part is removed.
Pros and Cons:
- Pros: Ideal for very large, hollow parts, produces virtually stress-free products, relatively low mold costs, and allows for multi-wall construction .
- Cons: Long cycle times (making it unsuitable for high-volume production), limited material choices, and part walls are generally thicker.
Common Applications: Kayaks and canoes, large water storage tanks, playground equipment (slides), road barriers, and industrial bins .
5. Compression Molding
Compression molding is one of the oldest and simplest plastic molding techniques, often used for thermoset plastics and rubber .
The Process:
- A pre-measured amount of pre-heated plastic material (called a charge) is placed directly into an open, heated mold cavity.
- The mold is closed using a hydraulic press, applying tremendous pressure to force the material to flow and fill the cavity.
- The heat maintains the temperature needed to cure (harden) the thermoset material, a process that permanently sets its shape.
- The mold opens, and the finished part is removed. The part may have excess material (flash) around the edges that must be trimmed off .
Pros and Cons:
- Pros: Lower tooling costs than injection molding, minimal material waste, good for large, durable parts, and excellent for high-strength composites.
- Cons: Longer cycle times, less design complexity, labor-intensive, and the flash removal process can be an extra step .
Common Applications: Electrical switches and sockets, automotive body panels, rubber gaskets and O-rings, and kitchenware handles .
6. Thermoforming
Thermoforming is a process that starts with a pre-extruded plastic sheet, which is then heated and formed over or into a mold .
The Process:
- A plastic sheet is clamped into a frame and heated until it becomes soft and pliable.
- The heated sheet is then stretched over a male mold or into a female mold.
- A vacuum is often applied to suck the air out from between the sheet and the mold, pulling the plastic tightly against the mold’s surface (this specific method is called vacuum forming). Pressure can also be used.
- The plastic cools while in contact with the mold, retaining its new shape.
- The formed part is then removed from the mold and trimmed from the remaining sheet.
Pros and Cons:
- Pros: Very low tooling costs, quick setup times, ideal for prototyping and low-to-medium volume production, and can produce large parts .
- Cons: Higher material waste (trimming), less precise than injection molding, and limited to parts with relatively simple geometries.
Common Applications: Disposable cups and food containers, blister packaging, refrigerator liners, bathtubs, and automotive interior panels .
Key Advantages of Machine Plastic Molding

1. Unmatched Production Efficiency
High-Speed Manufacturing
The most immediately apparent advantage of machine plastic molding is its incredible speed. Modern injection molding machines can produce complex parts in cycle times measured in seconds:
- Ultra-High Speed Production: Small parts like bottle caps can be produced in cycles as short as 2-3 seconds, with multi-cavity molds producing 32, 64, or even 128 parts simultaneously. A single machine running 24/7 can produce over 1 million parts per week.
- Continuous Operation: Once set up and validated, molding machines can run unattended for extended periods. Automated systems with central material handling and robotic part removal enable “lights-out” manufacturing—production that continues overnight and on weekends without human intervention.
- Rapid Cavity Fill: Injection speeds can exceed 1,000 mm/second, filling complex geometries before the material begins to freeze. This speed enables the production of thin-walled parts that would be impossible with slower processes.
Automation Integration
Plastic molding machines are designed for seamless automation:
- Robotic Part Removal: Six-axis or linear robots remove parts exactly as they eject, placing them for downstream operations, inspection, or packaging.
- Insert Loading: Automated systems place metal inserts, threaded components, or other materials into the mold before each cycle, enabling fully automated insert molding.
- Post-Process Integration: Molding cells connect directly to assembly, decorating, packaging, or secondary operations without manual handling.
High Yield and Consistency
Once a process is validated, plastic molding delivers exceptional repeatability:
- Part-to-Part Consistency: Modern closed-loop control systems maintain critical dimensions within ±0.1% or better. A part produced at the beginning of a production run is virtually identical to one produced days or weeks later.
- Minimal Scrap: Well-optimized processes achieve yield rates exceeding 98-99% , meaning only 1-2 parts per hundred are rejected.
- Statistical Process Control: Real-time monitoring detects drift before it produces bad parts, enabling corrective action before any non-conforming product is made.
2. Extraordinary Design Freedom
Complex Geometry Capability
Machine plastic molding liberates designers from the constraints of traditional manufacturing:
- Intricate Features: Molded parts can incorporate complex geometries impossible with machining or forming—undercuts, threads, living hinges, snap-fits, and internal features are all routinely produced in a single operation.
- Thin Walls and Ribs: Parts can be designed with wall thicknesses as low as 0.3 mm for maximum material efficiency, reinforced by ribs that add stiffness without increasing weight.
- Variable Wall Sections: While uniform walls are ideal, skilled mold designers can transition between thicknesses to place material exactly where structural requirements demand.
Three-Dimensional Freedom
Unlike machining, which removes material from a starting block, molding creates parts in their final 3D form:
- Compound Curves: Aerodynamic shapes, ergonomic contours, and organic forms are produced as easily as simple geometric shapes.
- Hollow Sections: Blow molding and injection molding with gas-assist technology create hollow structures with exceptional strength-to-weight ratios.
- Drafted Surfaces: Properly designed parts incorporate draft angles (typically 1-3 degrees) that facilitate ejection while maintaining functional geometry.
Multi-Functional Integration
Perhaps the most powerful design advantage is the ability to consolidate multiple components into a single molded part:
- Parts Consolidation: A single molded component can replace assemblies of stamped metal, machined parts, and fasteners. For example, a modern automotive door panel might integrate handle pockets, map pockets, armrests, speaker grilles, and attachment points into one molded piece.
- Living Hinges: Polypropylene parts can incorporate integral hinges that flex millions of cycles without failure, eliminating assembly and reducing part count.
- Snap-Fit Assemblies: Molded-in clips and snaps enable assembly without screws, adhesives, or welding, reducing labor and simplifying recycling.
3. Superior Material Utilization
Near-Net Shape Manufacturing
Plastic molding produces parts that require minimal or no secondary finishing:
- Minimal Waste: Unlike machining, which can waste 50-90% of the starting material as chips, molding uses only the material that becomes the part. Runners and sprues are typically reground and reused, achieving material utilization rates exceeding 95% .
- No Material Removal: Features are formed, not cut. This preserves the material’s structural integrity and eliminates the time and cost of machining operations.
- Surface Finish: Molded parts emerge with their final surface texture—glossy, matte, textured, or patterned—directly from the mold, eliminating painting or finishing in many applications.
Recyclability and Sustainability
Modern plastic molding increasingly supports circular economy principles:
- In-Plant Recycling: Scrap from startups, runners, and rejected parts is immediately reground and fed back into the process. A well-run molding operation sends zero plastic waste to landfill from production.
- Post-Consumer Recycled Content: Molding machines can process recycled materials, though adjustments may be needed for variations in melt flow. Many packaging applications now specify 25-100% recycled content.
- Light-Weighting: Design optimization continuously reduces the material required per part. A beverage bottle today uses 30% less plastic than the same bottle 20 years ago, thanks to advanced molding technology.
Thin-Wall Capability
Modern machines can fill extremely thin sections:
- Material Savings: Reducing wall thickness from 2.0mm to 1.5mm reduces material usage by 25%—significant cost savings in high-volume production.
- Faster Cycles: Thinner walls cool faster, reducing cycle times and increasing productivity.
- Weight Reduction: Lighter parts reduce shipping costs and improve end-use energy efficiency (particularly important in automotive and aerospace applications).
4. Exceptional Material Versatility
Broad Polymer Compatibility
Plastic molding machines accommodate an enormous range of materials:
- Commodity Thermoplastics: Polyethylene (PE), polypropylene (PP), polystyrene (PS), PVC—low-cost materials for everyday applications.
- Engineering Thermoplastics: ABS, polycarbonate (PC), nylon (PA), acetal (POM)—materials with enhanced mechanical, thermal, or chemical properties.
- High-Performance Polymers: PEEK, PEI, PPS—materials that replace metal in demanding applications like aerospace, medical implants, and downhole oil equipment.
- Elastomers: Thermoplastic elastomers (TPE) and thermoplastic polyurethane (TPU) provide rubber-like flexibility with thermoplastic processing.
- Thermosets: Epoxy, phenolic, and polyester materials for applications requiring heat resistance beyond what thermoplastics can provide.
Customized Material Formulations
The molding industry has driven the development of tailored materials:
- Filled and Reinforced Compounds: Glass fibers (10-50%) dramatically increase stiffness and strength. Carbon fibers provide even greater performance at higher cost. Mineral fillers reduce cost and improve dimensional stability.
- Additive Packages: UV stabilizers prevent degradation in sunlight. Flame retardants meet safety requirements. Antioxidants extend part life. Colorants eliminate painting.
- Property Tailoring: Materials can be formulated for specific requirements—food contact approval, medical grade certification, electrical insulation properties, or conductivity for static dissipation.
Multi-Material Capabilities
Advanced machines enable combinations within a single part:
- Overmolding: A rigid substrate is molded first, then a second material (often a soft-touch elastomer) is molded over it, bonding chemically or mechanically.
- Two-Shot (Dual-Color) Molding: Machines with two injection units produce parts with two materials or colors in a single cycle, without assembly.
- Co-Injection: Sandwich structures with a virgin skin and recycled core, or a foamed core with solid skin, optimize properties and cost.
5. Economic Advantages
Economy of Scale
The cost structure of plastic molding strongly favors high volumes:
| Volume | Per-Part Tooling Cost | Per-Part Material Cost | Total Unit Cost |
|---|---|---|---|
| 1,000 units | $50.00 | $2.00 | $52.00 |
| 10,000 units | $5.00 | $2.00 | $7.00 |
| 100,000 units | $0.50 | $2.00 | $2.50 |
| 1,000,000 units | $0.05 | $2.00 | $2.05 |
The initial tooling investment is amortized over production volume, making molding extraordinarily cost-effective for mass production. At volumes above 100,000 units, no competing process can match the per-part economics.
Labor Efficiency
Automated molding operations achieve remarkable labor productivity:
- Multi-Machine Operation: A single operator can manage 6-12 machines in a well-organized cell, intervening only for startups, quality checks, and troubleshooting.
- Reduced Secondary Operations: Parts come out complete, eliminating assembly, finishing, and fabrication labor.
- 24/7 Operation: Machines run continuously, spreading fixed costs across three shifts and maximizing capital equipment utilization.
Energy Efficiency
Modern machines have become increasingly energy-conscious:
- All-Electric Machines: Consume 50-70% less energy than equivalent hydraulic machines, with energy usage of 0.2-0.4 kWh per kilogram of material processed.
- Hybrid Machines: Combine electric screw drives with hydraulic clamps, offering significant energy savings at lower initial cost.
- Servo-Hydraulic Systems: Variable-speed pumps that deliver only the oil volume required, eliminating the constant energy consumption of fixed-displacement pumps.
Tooling Longevity
Molds are durable capital assets:
- Production Life: Hardened steel tooling can produce millions of parts over decades with proper maintenance. Many molds outlast the products they produce, being modified or adapted for new applications.
- Replaceable Inserts: Worn or damaged cavity details can be replaced without building an entirely new mold.
- Residual Value: Quality tooling retains significant value and can be sold or transferred if production requirements change.
6. Dimensional Precision and Quality
Tight Tolerances
Modern molding achieves precision approaching metalworking:
- Standard Tolerances: Commercial tolerances of ±0.1mm are routinely achieved.
- Precision Tolerances: With careful process control and stable materials, tolerances of ±0.02mm are possible.
- Micro-Molding: Specialized machines produce parts weighing less than 0.1 gram with features measured in microns—impossible by any other high-volume process.
Surface Finish Quality
Molded parts replicate the mold surface exactly:
- Gloss Levels: From high-gloss (mirror finish) to matte (textured), controlled by the mold surface finish.
- Textured Surfaces: Mold texturing (chemical etching or EDM) produces leather grains, wood grains, or geometric patterns directly on the part.
- Class A Surfaces: Automotive exterior panels emerge from the mold with paint-ready surfaces requiring no additional preparation.
Repeatability and Reliability
Once validated, the process delivers consistent quality:
- Statistical Capability: Well-controlled processes achieve Cpk values >1.33, meaning 99.99% of parts meet specifications.
- Traceability: Modern machines log all process parameters for every cycle, enabling complete traceability and quality documentation.
- Sensor Integration: Cavity pressure and temperature sensors provide real-time quality assurance, detecting variations before they affect parts.
7. Physical and Mechanical Properties
Structural Integrity
Molded parts exhibit excellent mechanical characteristics:
- No Weak Planes: Unlike machined parts that follow material grain or laminated composites that can delaminate, molded parts are homogeneous throughout.
- Oriented Properties: Flow during molding can orient reinforcing fibers in desired directions, optimizing strength where needed.
- Residual Stress Management: Proper process design minimizes internal stresses, producing parts that maintain their shape and properties over time.
Weight Reduction
Plastic’s low density offers fundamental advantages:
- Density Comparison: Steel: 7.8 g/cm³, Aluminum: 2.7 g/cm³, Plastics: 0.9-1.5 g/cm³. A molded plastic part typically weighs 50-80% less than the same part in metal.
- Automotive Impact: Every 10% weight reduction improves fuel economy by 6-8%, driving massive adoption of molded plastics in vehicles.
- Handling and Shipping: Lighter parts reduce operator fatigue and lower transportation costs.
Corrosion and Chemical Resistance
Plastics excel in challenging environments:
- No Rust: Unlike metals, plastics don’t corrode in humid or wet environments.
- Chemical Compatibility: Many plastics resist acids, bases, solvents, and other aggressive chemicals that would attack metals.
- Weatherability: Properly formulated materials withstand UV exposure, temperature extremes, and environmental stress for decades.
Electrical and Thermal Properties
Plastics offer unique functional advantages:
- Electrical Insulation: Most plastics are excellent insulators, eliminating secondary insulation in electrical products.
- Thermal Insulation: Low thermal conductivity keeps handles cool and improves energy efficiency in appliances.
- Conductive Formulations: Specialized compounds provide static dissipation or EMI shielding when required.
Machine Plastic Molding Applications
Conclusion
Machine plastic molding is the cornerstone of modern mass manufacturing. It transforms raw plastic into the defined, functional, and affordable parts that make up our material world.
While the initial investment in machinery and tooling is significant, its unparalleled efficiency, precision, and scalability make it the undisputed choice for producing plastic components at any meaningful volume.