In the world of manufacturing and packaging, Expanded Polystyrene (EPS) is a true chameleon.
Walk through any electronics warehouse, and you will see it cradling delicate components.
Visit a construction site, and you will find it insulating buildings. Peer into a modern foundry, however, and you will witness its most fascinating transformation: not just shaping packages, but shaping metal itself.
This duality often causes confusion in the industry. While both applications start with EPS beads, the EPS Lost Foam Mold and the Regular EPS Mold (used for packaging or insulation) are fundamentally different products.
They are engineered with distinct goals in mind—one is designed to be a permanent protector, the other a sacrificial pattern.
What is Regular EPS Mold?
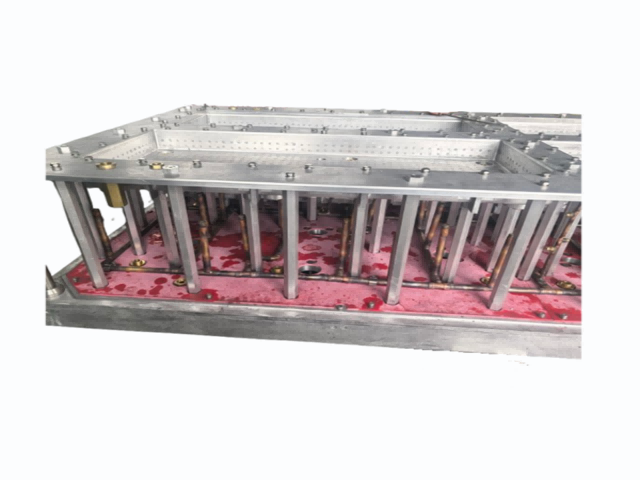
1. The Manufacturing Tool (The Physical Mold)
In its primary definition, an EPS mold is the tooling equipment—typically made from aluminum—used to produce EPS foam products.
These are the actual molds that go into EPS molding machines, where steam and heat are applied to expand polystyrene beads into the desired shape.
Characteristics of EPS Tooling Molds:
- Material: Usually cast or machined aluminum (sometimes steel for high-volume production)
- Design: Consists of cavity and core plates that form the shape
- Features: Includes steam chambers, vacuum holes, and ejection systems
- Purpose: Used repeatedly to manufacture hundreds or thousands of identical EPS parts
2. The Finished Product (The Foam Shape)
In everyday industry language, “EPS mold” also commonly refers to the final foam product itself—the shaped EPS piece that comes out of the molding machine.
Examples of EPS Mold Products:
- Packaging inserts for electronics
- Foam coolers and beverage cups
- Building insulation boards
- Protective corner blocks for furniture
- Lost foam casting patterns
How EPS Molds Work
Whether you’re making packaging or lost foam patterns, the basic process of creating an EPS mold product involves several key stages:
Step 1: Pre-Expansion
Raw EPS beads (small spherical granules containing pentane gas) are heated with steam in a pre-expander. This causes the beads to expand to 20-50 times their original volume, reaching the desired density.
Step 2: Conditioning (Aging)
The expanded beads are stored in silos for several hours to stabilize. During this time, air diffuses into the cells and moisture evaporates, preparing the beads for final molding.
Step 3: Molding
The conditioned beads are blown into the EPS mold tool (the aluminum cavity). Steam is injected, causing the beads to:
- Soften
- Expand further
- Fuse together at their contact points
The result is a solid, seamless foam shape that perfectly matches the mold cavity.
Step 4: Cooling and Ejection
Water or vacuum cooling stabilizes the part before ejector pins push it out of the mold.
Step 5: Finishing (Optional)
Some EPS mold products require additional steps like:
- Drying (all molds need curing)
- Trimming excess flash
- Assembly (gluing multiple pieces together)
- Coating (specifically for lost foam casting patterns)
What is EPS Lost Foam Mold?
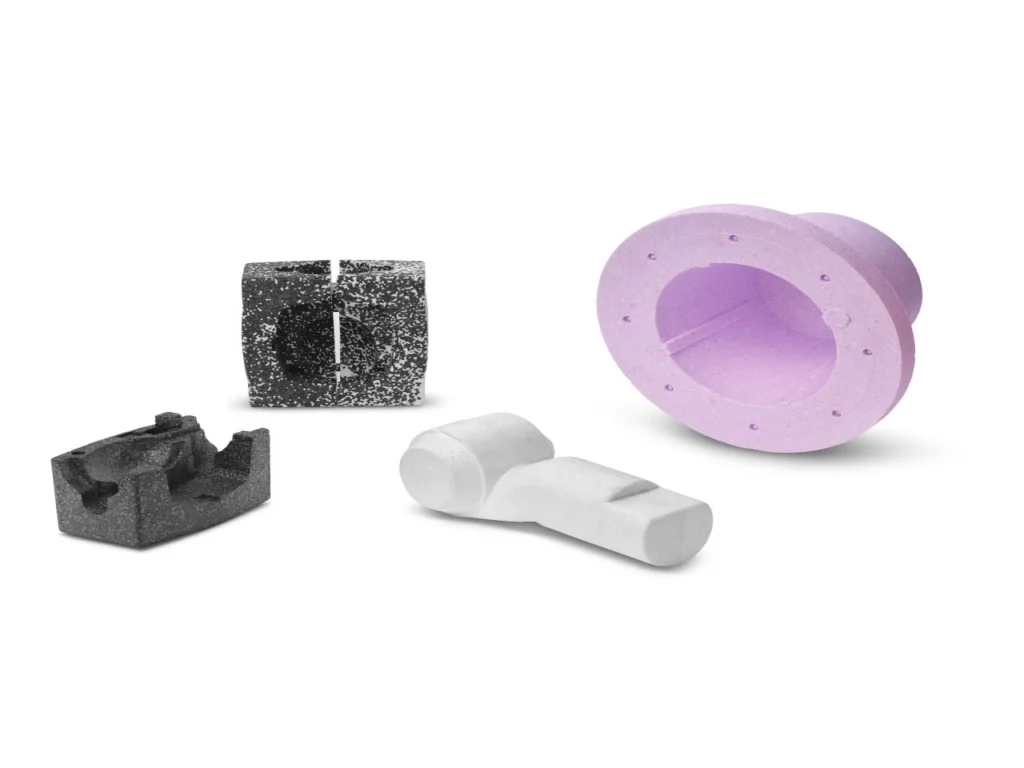
To understand an EPS lost foam mold, imagine creating a perfect foam replica of a metal part you want to produce—say, an engine block or a pump housing. This foam replica is then:
- Coated with a refractory material
- Buried in dry, unbonded sand
- Poured with molten metal
As the liquid metal (at temperatures exceeding 1400°C for iron or 700°C for aluminum) enters the mold, it immediately vaporizes the foam upon contact.
The foam “disappears” into gas, which escapes through the porous coating and sand, leaving behind a perfect metal copy of the original foam pattern.
The foam mold is present only at the beginning of the process. By the end, it has given its form to the metal and vanished—hence the term “lost foam.”
Key Characteristics of EPS Lost Foam Molds
1. Sacrificial Nature
Unlike regular EPS packaging molds that remain as finished products, lost foam molds are consumables.
They exist only to be destroyed during the casting process. This fundamental difference drives every aspect of their design, material selection, and handling.
2. High Precision Requirements
Lost foam molds must be dimensional replicas of the final metal part. If the foam pattern has an error of 0.5mm, the finished metal casting will have that same error.
Tolerances are typically held to CT7-CT9 levels (according to ISO 8062 casting tolerance standards), which is significantly tighter than most packaging applications.
3. Complex Geometry Capability
One of the greatest advantages of lost foam molds is their ability to incorporate internal features that would require separate cores in traditional sand casting.
Because the foam pattern stays in place during molding (rather than being removed), it can include:
- Internal passages and cooling channels
- Undercuts and re-entrant angles
- Integral ports and bosses
- Complex manifolds
4. No Draft Angles Required
Traditional casting patterns need draft angles (tapered sides) to allow pattern removal from the sand.
Since lost foam patterns are never removed—they’re vaporized by the metal—they require zero draft, saving material and ensuring straight sidewalls in the final casting.
| Feature | Regular EPS Mold (Packaging) | EPS Lost Foam Mold (Casting) |
|---|---|---|
| Primary Function | Cushioning, insulation, containment | Pattern for metal casting (sacrificial) |
| Lifecycle | Permanent (used as-is) | Sacrificial (vaporized during use) |
| End Goal | Protect a product | Create a metal part |
EPS Lost Foam Mold and Regular EPS Mold Material Composition and Density

Material Composition
The fundamental material choice and its properties are the first major point of divergence.
- Regular EPS Molds (Packaging/General Purpose): These molds are made from standard EPS grades, often referred to as “Fast” grade or “Regular” grade .
The primary focus is on cost-effectiveness, ease of molding, and achieving desired physical properties like cushioning and insulation.
The material is selected based on the required density and shape of the final product, with grades optimized for “low density, high circle molding” or general product packaging . - EPS Lost Foam Molds: While EPS is the most widely used and cost-effective material for lost foam casting, the composition is more critical and varied .
For more demanding casting applications, especially with higher-temperature metals like steel or ductile iron, the material composition shifts to specialized copolymers. These include:- STMMA: A copolymer of methyl methacrylate and styrene, used for castings requiring less carbon residue, such as ductile iron and low-carbon steel .
- EPMMA: A polymethyl methacrylate-based material used for the most demanding castings, including alloy steels and stainless steels, to minimize casting defects like carbon pick-up .
The table below summarizes the material selection based on the metal being cast:
Density
Density is arguably the most critical physical property that distinguishes these two mold types, as it directly impacts strength, surface finish, and performance in their respective applications.
- Regular EPS Molds: These are typically produced in low to medium densities. The primary goal is to create lightweight packaging that protects products without adding significant shipping weight.
Common densities range from 12 to 25 kg/m³, with specific grades targeting low-density blocks (12-14 g/L) or general shape molding (14-17 g/L) . The bead size is generally larger to facilitate higher expansion rates and faster molding cycles . - EPS Lost Foam Molds: Lost foam patterns require higher densities to withstand the mechanical stress of handling, coating, and the pressure of compacting sand during the molding process .
The density also affects the pattern’s surface finish and its vaporization behavior during casting. Typical densities for lost foam patterns range from 16 to 25 kg/m³, and can go even higher for intricate or high-strength requirements .
The choice of bead size is also much more precise in lost foam. It is directly related to the thickness of the final casting.
A general rule is that the (original bead size) should be less than or equal to 1/9th to 1/10th of the casting’s minimum wall thickness to ensure proper detail and fusion .
This requires finer bead grades, such as those in the 0.30mm to 0.60mm range .
Different Design Between EPS Lost Foam Mold and Regular EPS Mold

The foundational difference lies in what the mold is meant to achieve.
- Regular EPS Mold: The design focuses on the end-use functionality of the foam itself. Engineers design these molds to optimize for cushioning (like impact absorption and compressive strength), thermal insulation (R-value), or a specific aesthetic shape . The design process is about creating a finished good .
- EPS Lost Foam Mold: The design focuses on the foam as a means to an end. Every design element is chosen to ensure that when the foam is vaporized by molten metal, it leaves behind a perfect, void-free metal replica. The foam is a tool for creating metal, not the product itself .
Geometric Complexity and Core Integration
This is the most dramatic differentiator in design capability.
- Regular EPS Mold: While these molds can be shaped into complex forms, they are limited by the physics of the molding process. The finished foam part must be ejected from the metal tooling that forms it. This requires draft angles (tapered sides) and limits the ability to create internal, enclosed cavities without complex, moving parts in the tool .
- EPS Lost Foam Mold: These designs can achieve geometries that are impossible with regular molding. Because the foam pattern is never removed from the sand mold, it does not need draft angles . It can feature complex undercuts, internal channels, and ports that are formed directly by the foam. This “corelessness” is a massive advantage, as it allows the casting of intricate parts like engine blocks with integrated cooling passages in a single piece .
Gating System Design and Assembly
- Regular EPS Mold: A standard EPS part, like a packaging corner, is an island unto itself. It has no need for additional foam appendages.
- EPS Lost Foam Mold: Lost foam patterns are rarely designed as single, isolated units. They are designed as part of a larger system called a cluster or tree . The design must include an integrated foam gating system—a sprue, runners, and ingates—all made of EPS and glued to the main pattern. This assembly ensures molten metal can flow efficiently to fill all parts of the pattern cavity simultaneously. The design of this gating system is a critical engineering task to prevent casting defects .
Surface Engineering: Coating vs. Finish
- Regular EPS Mold: The surface of a regular EPS mold is the final finish. It can be designed to have a certain texture (smooth, matte) or color for aesthetic or branding purposes . No further treatment is required after manufacturing.
- EPS Lost Foam Mold: The surface of a lost foam pattern is not the final finish. It is an engineered interface. After the pattern is made, it must be coated with a refractory coating (a ceramic slurry) . The design and application of this coating are critical:
Dimensional Tolerances and Stability
- Regular EPS Mold: Tolerances are important for fit and function but are relatively forgiving (often ±1-2mm). A packaging insert can compress slightly to accommodate a product.
- EPS Lost Foam Mold: Dimensional tolerance is everything. The foam pattern is a 1:1 master replica of the desired metal part . If the foam pattern shrinks or warps by half a millimeter, the final engine block will be half a millimeter out of spec. Therefore, lost foam pattern design must account for two types of shrinkage:
- Pattern Shrinkage: EPS foam itself shrinks as it ages and cools. Designers must use specialized EPS grades with modified blowing agents (like isopentane) to create “dimensionally self-stabilized” patterns that resist post-molding shrinkage .
- Casting Shrinkage: The pattern must be made slightly larger than the final desired metal part to compensate for the contraction of the metal as it solidifies and cools .
Applications of EPS Lost Foam Mold and Regular EPS Mold
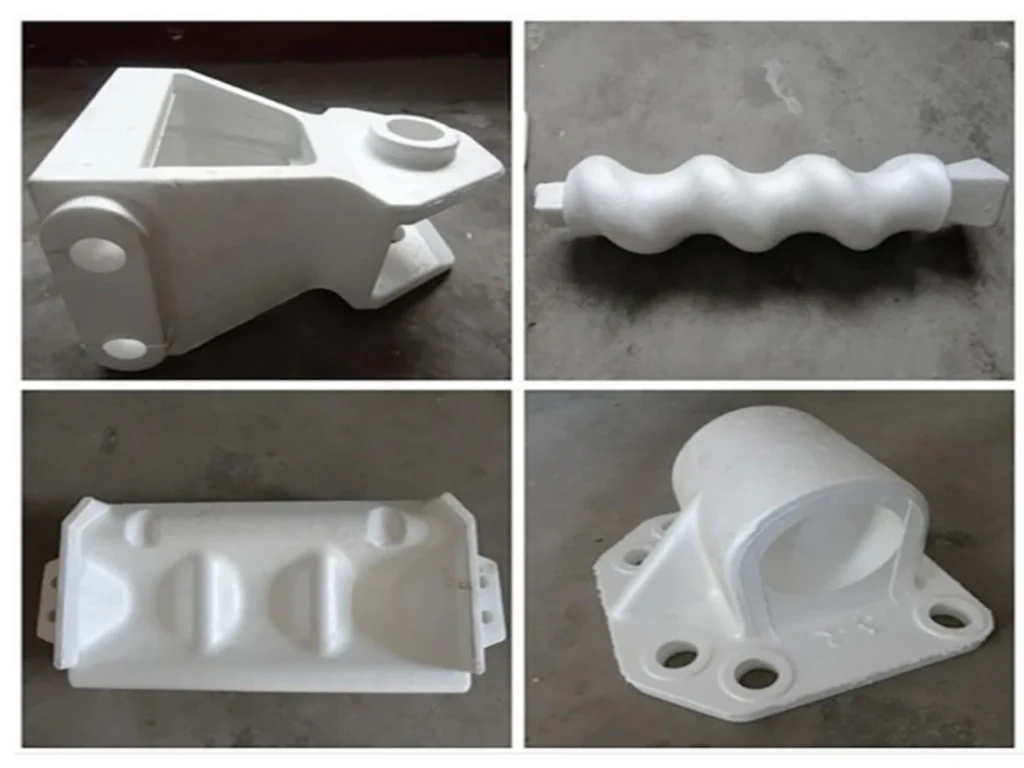
Applications of EPS Lost Foam Molds
EPS Lost Foam molds are used as sacrificial patterns in the “lost foam casting” process.
The foam pattern is coated, buried in sand, and then vaporized by molten metal to create a precise metal part .
This allows for the creation of components that are difficult or impossible to manufacture with traditional methods .
- Automotive Industry: This is one of the largest adopters of lost foam casting. It is used to manufacture lightweight, high-strength components such as engine blocks, cylinder heads, intake manifolds, and exhaust manifolds. The process allows for the casting of complex internal cooling channels directly into the component, which reduces weight and improves engine efficiency .
- Aerospace Components: The process is ideal for producing highly complex, thin-walled parts like turbine housings, mounting brackets, and structural supports. It allows for tight tolerances and smooth surface finishes, which is critical when working with expensive superalloys like Inconel or titanium, and helps minimize secondary finishing operations .
- Marine Engineering: Lost foam casting is used to fabricate components that require corrosion resistance and complex shapes, such as propeller hubs, pump housings, valve bodies, and other engine components. The method’s ability to form intricate hydrodynamic shapes improves fluid flow efficiency in pumps and propulsion systems .
- Industrial Machinery: This sector relies on lost foam casting for producing durable, complex parts like compressor housings, gearboxes, hydraulic manifolds, and custom pump casings. These components often require internal cavities or non-linear passages that are difficult to achieve with conventional casting methods .
- Medical Devices: The high dimensional accuracy and fine surface detail are utilized to manufacture housings for diagnostic imaging equipment, surgical instrument components, and implantable devices where biocompatible metals like titanium are required. The process ensures consistency across batches, which is essential for regulatory compliance .
- Art, Jewelry, and Architecture: The ability to capture intricate details makes it popular for creating detailed sculptures, architectural models for presentation, and custom jewelry pieces in metals like gold, silver, or platinum .
- Foundries and Prototyping: Specialized EPS foams are used in foundries for the production of lost models in full mold casting processes. It is also used for creating prototypes and series parts with complex geometries, especially in the plastics industry for molds .
Applications of Regular EPS Molds
Regular EPS molds are the final, permanent foam products themselves.
They are widely adopted for their lightweight nature, shock absorption, thermal insulation, and design flexibility .
Packaging Applications
- Protective Packaging for Electronics and Appliances: Custom-molded EPS inserts are designed to snugly fit and protect televisions, computers, audio systems, and other household electronics during shipping and storage, offering superior impact resistance .
- Transport of Fragile Goods: EPS is used to protect fresh produce (fruits, vegetables), flowers, and delicate seafood from bruising and spoilage during transit. Specialized trays and boxes cradle items to prevent movement .
- Cold Chain Logistics: EPS coolers and insulated containers are essential for transporting temperature-sensitive goods like food, pharmaceuticals, and biological samples. Their insulation helps maintain stable internal temperatures, keeping items cold or hot for extended periods .
- Foodservice and Consumer Goods: EPS is used to produce disposable cups, clamshell containers, take-out trays, and cutlery packaging. It is also used for consumer goods like hobby kits, product displays, surfboards, and sporting goods protection .
- Specialty Packaging: Other specific applications include fish boxes for seafood transport, wine shippers to protect bottles and maintain temperature, and protective sleeves to prevent scratches on glassware or painted parts .
Construction, Industrial & Specialty Applications
- Building Insulation: EPS is widely used in the construction industry for insulation elements, panels, and underfloor heating systems due to its very low thermal conductivity . This includes products like insulation boards, roof panels, and structural wall insulation.
- Geotechnical and Void Fill: Large, high-density EPS blocks (Geofoam) are used as a lightweight fill material in infrastructure projects to reduce load settlement on underlying soils, such as for highway embankments and bridge approaches . It is also used to fill large voids in packaging for very heavy or irregularly shaped items .
- OEM and General Industrial: EPS is molded into custom shapes and components for Original Equipment Manufacturers (OEMs) and various industrial applications, including architectural shapes and structures .
Conclusion
While they share the same initial letters—EPS—the Lost Foam Mold and the Regular EPS Mold are worlds apart.
A Regular EPS Mold is a finished product designed for permanence; it leverages the lightweight and cushioning properties of foam to protect goods or insulate buildings. It is the end of the line.
An EPS Lost Foam Mold is a means to an end. It is a high-precision, high-density pattern designed to be destroyed in the pursuit of creating the perfect metal object. It is a sacrificial template that enables the manufacturing of some of the most complex and critical components in modern machinery.
Choosing between them is not a matter of which is “better,” but which is “right” for the job. If you need to ship a delicate computer server, you need a Regular EPS Mold.
If you need to cast a new cylinder head for a high-performance engine, you need a precision-engineered EPS Lost Foam pattern.