Casting is one of the oldest and most versatile manufacturing processes, enabling the creation of complex metal components ranging from tiny jewelry pieces to massive industrial machinery parts.
At the heart of every casting operation lies the mould—the carefully engineered cavity that gives molten metal its final shape, defines surface quality, and influences the mechanical properties of the finished product .
Understanding the different types of mould in casting is essential for engineers, designers, and manufacturers to select the right process for their specific application.
Mould in Casting Basic Principles
What Is Mould in Casting? The Fundamental Concept
Definition
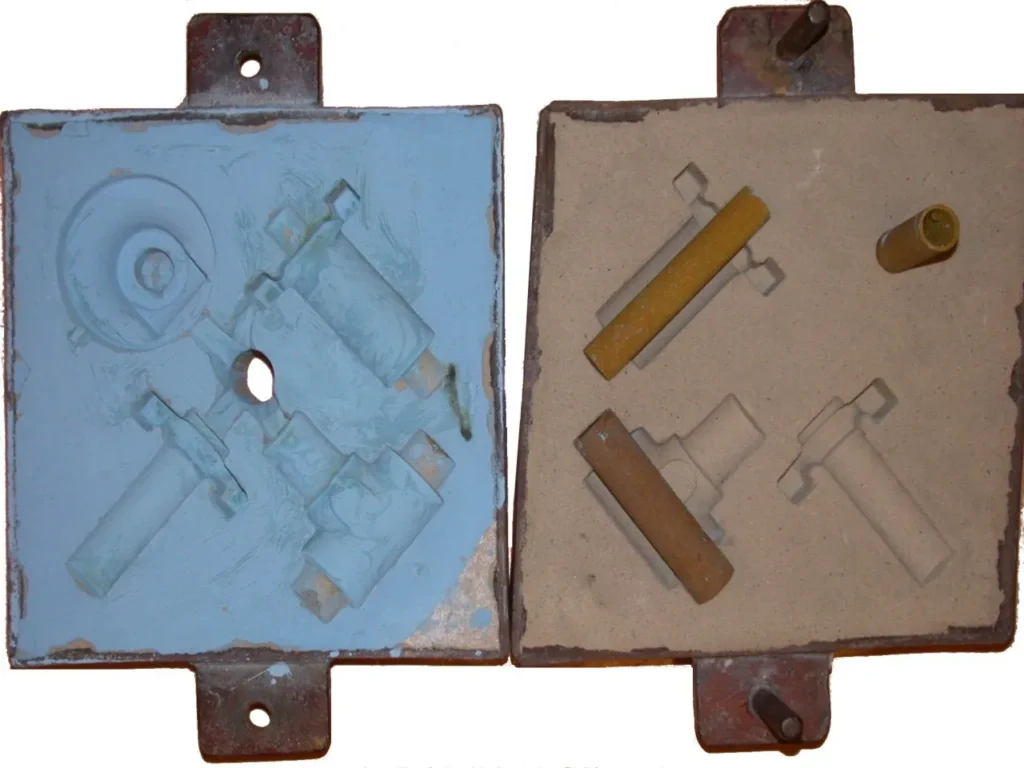
A casting mould is a hollow container with a specifically shaped cavity designed to receive liquid material (typically molten metal, but also plastics, glass, or ceramics) that solidifies to form a desired object. The mould essentially creates the negative geometry of the final part .
The Core Principle
The fundamental principle of all casting moulds can be expressed simply:
The mould serves four essential functions:
- Containment: Holds the liquid material until solidification
- Shaping: Defines the geometry of the final part
- Heat Transfer: Conducts heat away from the solidifying material
- Gas Management: Allows air and gases to escape during filling
Basic Terminology
Understanding the language of casting moulds is essential for effective communication and design:
| Term | Definition |
|---|---|
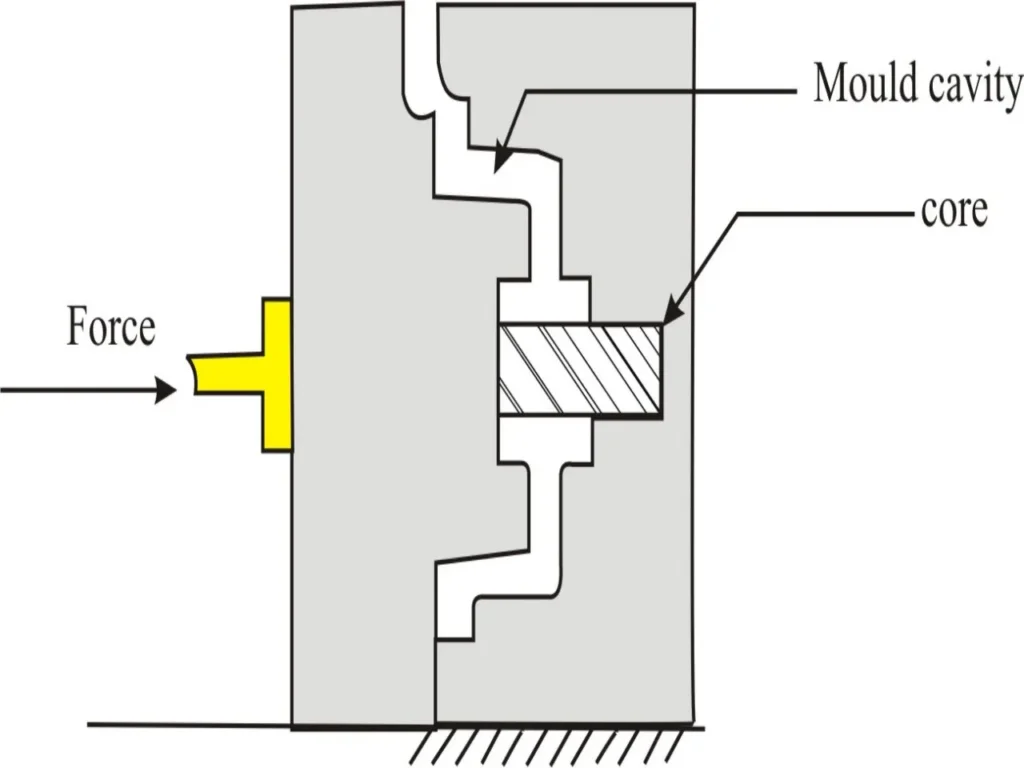
| Mould Cavity | The hollow space that forms the external shape of the casting |
| Core | A separate piece placed in the mould to create internal cavities or hollow sections |
| Pattern | A replica of the final part used to create the mould cavity (for expendable moulds) |
| Parting Line | The line where the mould halves separate to remove the casting |
| Sprue | The vertical channel through which molten material enters the mould |
| Runner | Horizontal channels distributing material from sprue to multiple cavities |
| Gate | The narrow entry point where material enters the cavity |
| Riser | A reservoir of liquid material that feeds the casting as it shrinks |
| Vent | Small channels allowing air and gases to escape |
| Draft | The taper on vertical surfaces that allows pattern or casting removal |
| Flash | Thin excess material that escapes at the parting line |
The Two Fundamental Mould Classifications
All casting moulds fall into one of two fundamental categories, each with distinct principles of operation:
Expendable Moulds
Principle: The mould is destroyed to remove the casting.
| Characteristic | Description |
|---|---|
| Material | Sand, plaster, ceramic, investment shell |
| Mould Life | Single use only |
| Pattern Required? | Yes (except for lost-foam method) |
| Part Complexity | Unlimited (no draft required in some methods) |
| Surface Finish | Variable (depends on material) |
| Production Volume | Low to medium |
Examples: Sand moulds, investment casting shells, plaster moulds
Working Principle :
- Create a pattern (positive replica)
- Form mould material around pattern
- Remove pattern (or burn it out)
- Pour liquid material
- Break mould to retrieve casting
Permanent Moulds
Principle: The mould is designed to be opened and reused for multiple castings.
| Characteristic | Description |
|---|---|
| Material | Metal (steel, iron, graphite) |
| Mould Life | Thousands to millions of cycles |
| Pattern Required? | No (cavity machined directly) |
| Part Complexity | Limited by ejection requirements |
| Surface Finish | Excellent (depends on mould finish) |
| Production Volume | Medium to very high |
Examples: Gravity dies, die casting dies, permanent moulds
Working Principle :
- Machine cavity directly into metal mould
- Pre-heat mould
- Pour or inject liquid material
- Open mould
- Eject solidified casting
- Repeat cycle
Expendable Moulds
Expendable moulds are made from refractory materials capable of withstanding high temperatures, such as silica sand, gypsum plaster, or ceramic. After the metal solidifies, the mould must be broken to retrieve the casting .
Sand Moulds: The Most Versatile Option
Sand moulds represent the oldest and most widely used casting method, accounting for the majority of all metal castings produced worldwide.
Green Sand Moulds
Green sand moulds are made from a mixture of silica sand, clay (typically bentonite), water, and additives.
The term “green” refers to the mould’s moisture content at the time of pouring—the mould is used in its damp, unbaked condition .
Typical Composition for Cast Iron :
- River sand: 50-60%
- Clay: 12-15%
- Bentonite: 2-15%
- Coal dust: 5-10%
- Water: 4-8%
Advantages:
- Quick and economical to produce
- No baking required before pouring
- Excellent collapsibility for easy casting removal
- Suitable for both ferrous and non-ferrous metals
Limitations:
- Lower dimensional accuracy compared to other methods
- Moisture can cause gas defects if not properly controlled
- Single-use only
Applications: General engineering castings, automotive components, machine parts
Dry Sand Moulds
Dry sand moulds are thoroughly baked in ovens before pouring, which removes moisture and significantly increases mould strength .
Advantages:
- Higher strength and hardness
- Better dimensional accuracy
- Reduced gas evolution during casting
- Superior surface finish
Limitations:
- More expensive and time-consuming due to baking
- Requires specialized ovens and equipment
Applications: Large steel and iron castings, critical components requiring superior surface quality
Skin-Dried Moulds
These moulds combine elements of both green and dry sand methods. Only the mould surface (typically 12.5-25 mm depth) is dried using torches or hot air, while the bulk remains in the green state .
Advantages:
- Economical compromise between green and dry sand
- Good surface strength without full baking
- Reduced gas defects compared to green sand
Applications: Large castings where full drying would be impractical
Specialized Sand Moulds
CO₂ Hardened Moulds
This process uses sodium silicate as a binder, which hardens when carbon dioxide gas is passed through the sand mixture.
Advantages:
- No heating or baking required
- Rapid hardening (15-30 seconds of gassing)
- Excellent flowability for intricate details
- Good dimensional accuracy
- Long storage life for moulds and cores
Applications: Thin-section castings, heat exchanger fins, complex cores, both ferrous and non-ferrous metals
Shell Moulds
Shell moulding uses a mixture of fine sand and thermosetting resin. The mixture is poured over a heated metal pattern (175-370°C), causing the resin to cure and form a thin, rigid shell (typically 5-10 mm thick) around the pattern .
Advantages:
- Excellent surface finish (better than sand casting)
- High dimensional accuracy
- Reduced machining requirements
- Good collapsibility
Applications: Precision castings, cylinder heads, connecting rods, gear blanks
Loam Sand Moulds
Loam moulding is used for extremely large, symmetrical castings. A rough skeleton is built from bricks reinforced with iron plates, then coated with loam sand—a mortar-like mixture containing clay, coarse sand, chopped straw, and manure .
Advantages:
- Economical for massive castings
- Requires no expensive pattern equipment
- Adaptable to custom shapes
Applications: Large cylinders, kettles, gear blanks, cannon, church bells
Plaster Moulds
Plaster moulds are made from gypsum plaster mixed with silica flour and water. The slurry is poured over a pattern and allowed to set (about 15 minutes), then dried at 120-260°C .
Advantages:
- Excellent surface finish
- Good dimensional accuracy
- Ability to cast thin sections
Limitations:
- Low permeability requires careful venting
- Limited to non-ferrous metals with lower melting points
- Moulds are single-use
Applications: Precision castings of aluminum, zinc, copper, and magnesium alloys
Investment Casting Moulds
Investment casting, also known as lost-wax casting, is a precision method that produces exceptional detail and accuracy. A wax pattern is created, coated with ceramic refractory material, then heated to melt out the wax, leaving a precise mould cavity .
Process Steps :
- Create wax pattern (may include multiple parts on a “tree”)
- Invest (coat) pattern with ceramic slurry
- Heat to melt out wax (dewaxing)
- Fire the ceramic mould to achieve final strength
- Pour molten metal into the hot mould
- Break away ceramic after solidification
Advantages:
- Exceptional surface finish and detail
- Complex geometries impossible with other methods
- No parting lines
- Suitable for high-melting-point metals (steel, stainless steel)
- Thin walls possible
Limitations:
- High cost per part
- Labour-intensive
- Moulds are single-use
- Size limitations
Applications: Jewelry, dental crowns, turbine blades, medical implants, aerospace components
Ceramic Moulds
Ceramic moulds use refractory ceramic materials that can withstand extremely high temperatures. They are often used in investment casting and specialized applications .
Applications: High-temperature alloys, precision aerospace components
Permanent Moulds: Reusable Tools for High-Volume Production
Permanent moulds are made from metal (typically cast iron, steel, or graphite) and designed for repeated use. They offer superior dimensional consistency, better surface finish, and faster production cycles compared to expendable moulds .
Gravity Permanent Mold Casting
This is the simplest form of permanent mold casting. Molten metal is poured from a ladle into the mold, relying entirely on gravity to fill the cavity .
Process Features:
- Molds preheated to approximately 200°C before pouring
- Cavity surfaces coated with heat-resistant material (clay, sodium silicate)
- Metal cores can be used for simple internal cavities; sand cores for complex internals
Advantages:
- Good dimensional accuracy (tolerances ±0.015 inches typical)
- Fine grain structure due to rapid cooling (chill effect)
- Better mechanical properties than sand casting
- High production rates
- Lower cost per part at volumes above 1,000 pieces
Limitations:
- Higher tooling cost than expendable molds
- Limited to simpler shapes (parts must eject from metal mold)
- Generally restricted to non-ferrous alloys (aluminum, magnesium, copper alloys)
- Typical part size: 50g to 70kg
Applications: Automotive pistons, gear housings, pipe fittings, fuel injection components
Variations of Permanent Mold Casting
Tilt-Pour Casting
The mold rotates up to 90 degrees during or after pouring, reducing turbulence as metal enters the cavity. This controlled filling improves mechanical properties by minimizing oxide formation and air entrapment .
Low-Pressure Permanent Mold Casting (LPPC)
In LPPC, the mold sits above a sealed furnace containing molten metal. Low pressure (2-15 psi) forces metal up through a fill tube into the mold cavity .
Advantages:
- Smooth, controlled fill reduces turbulence
- Directional solidification from bottom up
- Superior mechanical properties (5% better than gravity casting)
- Higher yield (no large risers needed)
- Ability to cast thinner walls
Applications: Automotive wheels, structural components, high-quality parts
Vacuum Permanent Mold Casting
A vacuum is created within the sealed mold cavity, pulling molten metal up from the furnace below .
Advantages:
- Extremely low porosity (gases removed by vacuum)
- Exceptional mechanical properties (10-15% better than gravity)
- Ability to fill extremely thin sections
- High purity
Limitations:
- More complex equipment
- Higher cost
- Typical part size: 200g to 4.5kg
Applications: Mission-critical aerospace components, thin-walled parts
Slush Casting
A specialized technique for hollow parts. The mold is filled completely, then after a thin skin solidifies against the mold walls, the remaining liquid metal is poured out .
Advantages:
- Creates hollow castings without cores
- Lightweight parts
- Decorative surface possible
Applications: Decorative items, lamp bases, statues, candlesticks
Die Casting
Die casting injects molten metal into a steel mold (die) under high pressure (1,500-25,000+ psi) and high speed .
Two Main Types:
- Hot-Chamber Machines: Injection mechanism immersed in molten metal; faster cycle times; used for low-melting-point alloys (zinc, magnesium)
- Cold-Chamber Machines: Molten metal ladled into injection chamber; used for aluminum and other higher-temperature alloys
Advantages:
- Extremely high production rates
- Excellent dimensional accuracy
- Smooth surface finish (often 100-300 microinches RMS)
- Thin walls possible (0.5-1.0 mm)
- Complex shapes with fine detail
Limitations:
- Very high tooling cost
- High-speed injection can trap air (porosity)
- Limited to non-ferrous alloys
- Porosity limits heat treatment and welding
Applications: Automotive components, housings, connectors, consumer products
Centrifugal Casting
Molten metal is poured into a rotating mold (typically cylindrical). Centrifugal force distributes the metal against the mold walls, creating a hollow cylindrical part without cores .
Advantages:
- Hollow parts produced without cores
- Dense, directional solidification
- Excellent mechanical properties
- Good purity (impurities collect at inner diameter)
Applications: Pipes, tubes, cylinder liners, bearing bushings, dental crowns
Composite Moulds: Combining the Best of Both Worlds
Composite moulds incorporate two or more different materials to optimize performance. For example, combining sand with graphite or metal inserts can provide better control of cooling rates and improved strength .
Applications:
- Complex turbine impellers cast in composite shell molds
- Aluminum alloy torque converters using graphite-sand composites
Moulding Methods Based on Production Approach
Beyond mould materials, casting operations also classify moulds by how they are made and handled:
Open Mould Method
The entire mould is made in the foundry floor sand bed without a top cope. The upper surface remains open to atmosphere .
Applications: Flat products, floor plates, grills, railings, large flywheels
Floor Moulding
Moulds are assembled directly on the foundry floor, typically for large castings that are too heavy to move easily.
Pit Moulding
For very large castings, the mould is constructed in a pit in the foundry floor, providing support against the enormous ferrostatic pressure of the molten metal .
Bench Moulding
Small moulds are made on workbenches, suitable for lightweight castings.
Machine Moulding
Mechanical equipment (squeezers, jolters, sand slingers) performs the packing and manipulation of moulds, ensuring consistency and higher production rates .
Flaskless Moulding
Moulds are produced without conventional flasks, often using automated equipment that creates and assembles moulds in a continuous line. Common in high-production green sand foundries.
Vacuum Moulding
A plastic film is heated and draped over a pattern, a vacuum draws the film tight, sand (without binder) is placed, covered with another film, and a vacuum is applied to the sand to maintain shape. The pattern is removed, and the mould is complete .
Advantages:
- Excellent surface finish
- No binders needed
- Good dimensional accuracy
- Environmentally friendly
Selecting the Right Mould Type: Key Considerations
Choosing the appropriate mould type depends on multiple factors:
| Factor | Expendable Moulds | Permanent Moulds |
|---|---|---|
| Production Volume | Low to medium (1-10,000 parts) | Medium to high (1,000-1,000,000+) |
| Part Complexity | High (intricate shapes, undercuts) | Moderate (must eject from mold) |
| Dimensional Accuracy | Moderate (sand) to Excellent (investment) | Good to Excellent |
| Surface Finish | Variable (rough to excellent) | Good to Excellent |
| Material Selection | Any castable alloy | Primarily non-ferrous (some iron) |
| Tooling Cost | Low to Moderate | High to Very High |
| Per-Part Cost | Higher at volume | Lower at volume |
| Lead Time | Shorter | Longer (tooling fabrication) |
Quality Considerations and Defect Prevention

Common Casting Defects Related to Mould Design
| Defect | Description | Common Cause |
|---|---|---|
| Shrinkage Cavity | Internal void from insufficient feeding | Poor riser design, improper solidification |
| Blowhole/Pinhole | Gas pockets in casting | Moisture in mould, inadequate venting |
| Hot Cracking | Cracks forming during solidification | Restrained contraction, poor mould collapsibility |
| Cold Shut | Incomplete fusion of metal streams | Low pouring temperature, poor gating |
| Sand Inclusion | Sand embedded in casting | Mould erosion, weak mould surface |
| Misrun | Incomplete filling | Insufficient metal temperature, poor gating |
Mould Design Best Practices
- Uniform Wall Thickness: Avoid abrupt changes that create hot spots and shrinkage
- Adequate Draft: Taper vertical surfaces (1-10 degrees) for easy pattern/mould removal
- Proper Gating: Design gates to fill smoothly without turbulence
- Strategic Riser Placement: Feed heavy sections to compensate for shrinkage
- Sufficient Venting: Allow gases to escape completely
- Controlled Cooling: Manage solidification rates to minimize residual stress
Conclusion
The world of casting moulds offers remarkable diversity, from simple sand moulds handcrafted in small foundries to sophisticated permanent moulds operating in fully automated production lines.
Understanding the capabilities and limitations of each mould type is essential for successful casting design and production.
Key Takeaways:
- Expendable moulds (sand, investment, plaster) offer unparalleled design freedom and are ideal for prototypes, complex geometries, and low-to-medium volumes
- Permanent moulds (gravity, low-pressure, die casting) deliver consistency, superior mechanical properties, and cost-effectiveness at high volumes
- Specialized processes (centrifugal, slush, vacuum) address specific requirements like hollow parts, decorative items, or maximum purity
- Composite moulds combine materials to optimize specific properties
The right choice depends on balancing part requirements, production volume, budget, and timeline. By understanding the full spectrum of mould types, manufacturers can make informed decisions that optimize quality, cost, and performance for their specific casting applications.
Whether you’re producing a one-off art sculpture or millions of automotive components, there’s a casting mould technology perfectly suited to your needs—the key is matching the process to the application.