In the world of plastic manufacturing, injection molding stands as one of the most versatile and widely adopted production methods.
But within this broad category, two distinct processes have emerged, each optimized for different applications and performance requirements.
Structural foam injection molding and traditional (solid) injection molding represent two fundamentally different approaches to creating plastic parts—one producing lightweight, dimensionally stable components with a cellular core, the other delivering dense, high-precision parts with excellent surface finish.
Understanding the differences between these two processes is essential for engineers, product developers, and manufacturing professionals who need to select the right technology for their specific applications.
This comprehensive guide explores the key distinctions across process principles, equipment requirements, material properties, cost structures, and application suitability.
What Is Injection Molding?

Injection molding is a manufacturing process that produces solid plastic parts by injecting molten material into a precision-machined metal mold cavity under high pressure.
The process follows a four-stage cycle: the raw material (typically plastic pellets) is melted, injected into a closed mold, cooled until solidification, and then ejected as a finished part.
The defining characteristic of traditional injection molding is high pressure. The process normally operates at pressures up to 200 MPa (approximately 29,000 psi), with some specialized high-pressure machines reaching 500 MPa.
This high pressure is necessary to force the molten polymer to completely fill every detail of the mold cavity, ensuring that the final part is fully dense and solid throughout.
Traditional injection molding excels at producing smaller, more complex parts with tight tolerances and excellent surface finish.
Typical applications include consumer electronics housings, medical device components, automotive trim parts, and precision mechanical components.
What Is Structural Foam Molding?
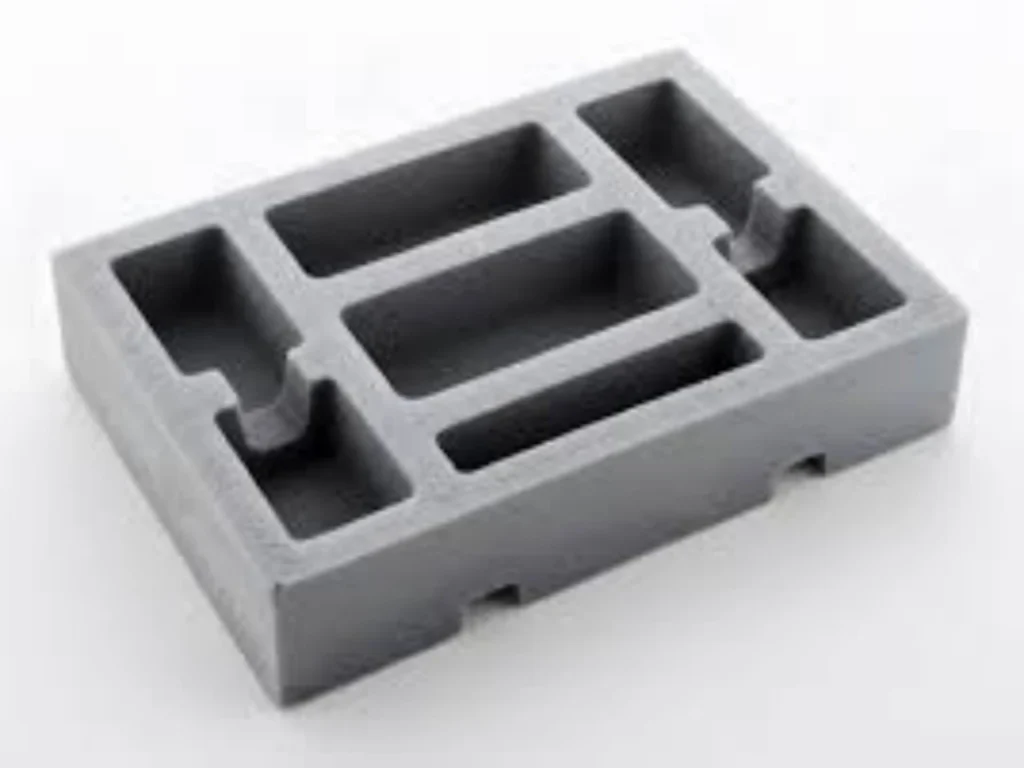
Structural foam molding is a low-pressure molding process that produces plastic parts with a unique sandwich structure: a dense, solid outer skin surrounding a cellular, honeycomb-like foam core.
This distinctive structure is achieved by introducing a blowing agent—either a chemical blowing agent (CBA) mixed with the resin or a physical gas such as nitrogen—into the polymer melt.
During injection, the heat of the molten plastic causes the blowing agent to decompose or vaporize, generating gas bubbles that expand within the material.
Instead of relying on high injection pressure to fill the mold cavity, structural foam molding leverages the expansion pressure of the gas itself to complete the fill.
The mold is typically filled to only 70–80% of its full capacity (a technique called “short-shot” or “underfill” injection), and the expanding gas then pushes the material to completely fill the cavity.
As the material contacts the relatively cool mold walls, the surface cells collapse, forming a solid, dense skin.
Meanwhile, the interior remains molten for longer, allowing the gas bubbles to expand and create the characteristic honeycomb cellular structure.
The result is a part that is significantly lighter than an equivalent solid part—typically 10–40% lighter—while maintaining excellent stiffness and dimensional stability.
The Fundamental Differences of Structural Foam Molding and Injection Molding
1. Injection Pressure: Low vs. High
The most fundamental difference between these two processes lies in the injection pressure used.
Traditional injection molding operates at high pressures—typically 3,000–5,000 psi (approximately 20–35 MPa) for standard applications, with some systems reaching up to 200 MPa or higher.
This high pressure is essential to force the molten polymer into every detail of the mold cavity and to maintain packing pressure as the material cools and shrinks.
However, high pressure also means higher energy consumption and greater stress on molds and machinery.
Structural foam molding, by contrast, is a low-pressure process. Mold cavity pressures are typically 10–20 times lower than conventional injection molding, operating in the range of 500–800 psi (approximately 3.5–5.5 MPa).
This dramatic reduction in pressure is possible because the expanding gas generated by the blowing agent helps to fill the mold cavity, reducing the reliance on mechanical injection pressure.
The low-pressure nature of the process reduces wear on molds and equipment, lowers energy consumption, and enables the use of lighter, less expensive mold materials.
2. Mold Requirements and Costs
The pressure differential has profound implications for mold design and cost.
Traditional injection molding requires molds constructed from hardened tool steel. These molds must withstand the extreme pressures of the injection process (up to 200 MPa) as well as the high clamp forces required to keep the mold closed during filling.
Steel molds are expensive to produce—typically ranging from $25,000 to over $100,000 depending on complexity—and require long lead times for machining and finishing.
Structural foam molding, operating at much lower pressures, can use molds made from aluminum or cast steel, which are significantly lighter and less expensive than tool steel.
Aluminum molds typically cost 20–40% less than equivalent steel molds and can be produced in shorter lead times.
Additionally, because cavity pressures are lower, the clamping force required is also reduced, allowing structural foam parts to be produced on machines with lower tonnage ratings.
However, it is important to note that while aluminum molds are suitable for many structural foam applications, higher-performance structural foam molding may still require high-strength mold steel grades to withstand repeated cycles and maintain dimensional accuracy over long production runs.
3. Part Structure and Weight
The internal structure of parts produced by these two processes could not be more different.
Traditional injection molding produces solid, fully dense parts with uniform material distribution throughout. There are no voids, no cellular structures—just solid polymer from surface to core.
The density of the part equals the density of the base material, with no weight reduction effect.
Structural foam molding produces parts with a sandwich structure: a dense solid skin on all surfaces, surrounding a cellular foam core.
This structure arises naturally from the foaming process: gas bubbles expand within the melt, but those contacting the cool mold walls collapse to form a solid skin, while bubbles in the interior remain intact, creating the honeycomb core.
The weight reduction achieved by structural foam molding is substantial. Parts are typically 10–40% lighter than equivalent solid parts, depending on the material, part geometry, and foaming parameters. Some sources report density reductions as large as 40% from the base material.
4. Mechanical Properties: Strength-to-Weight vs. Absolute Strength
The mechanical performance of parts from these two processes differs in important ways.
Traditional injection molding produces parts with consistent, predictable mechanical properties throughout.
Tensile strength, flexural modulus, and impact resistance are uniform across the part cross-section.
For applications requiring maximum absolute strength and durability, traditional injection molding is often the preferred choice.
Structural foam molding produces parts with excellent strength-to-weight ratios. The cellular core, while lighter, contributes significantly to stiffness due to its honeycomb geometry.
Structural foam parts typically exhibit a stiffness-to-weight ratio increased by 20–40% compared to solid parts. The strength and stiffness per unit weight are reported to be 3–4 times higher than those of equivalent non-foam materials.
However, structural foam parts do have lower absolute tensile strengths than their solid counterparts.
The foamed core, while efficient for bending stiffness, does not contribute as effectively to tensile load-bearing capacity.
Applications requiring high tensile strength may still be better served by traditional injection molding.
Structural foam molded parts are also much more resistant to impact than traditional injection molded parts, and they can be used in place of concrete, sheet metal, fiberglass, or wood for certain applications.
5. Surface Finish and Aesthetics
Traditional injection molding produces parts with excellent surface finish. The high pressure forces the molten material firmly against the smooth surfaces of the steel mold, faithfully replicating any texture or polish applied to the mold surface.
Parts can achieve high-gloss finishes or fine surface textures (VDI 3400 class 10–16), making traditional injection molding the preferred choice for consumer-facing products where appearance is paramount.
Structural foam molding produces parts with a characteristic swirl or ripple pattern on the surface.
This occurs because the expanding gas bubbles create flow disturbances as the material fills the mold, leaving a slightly textured or streaky appearance.
Surface swirl marks and flow lines are common defects in structural foam molding due to gas diffusion at the flow front.
For applications requiring a smooth, finished appearance, structural foam parts often require secondary operations such as filling, sanding, and painting.
Many manufacturers apply a textured paint finish specifically to minimize the visibility of any surface irregularities.
However, it is worth noting that Gas Counter Pressure (GCP) technology has been developed specifically to overcome these surface quality issues. In the GCP process, the mold cavity is pressurized with an inert gas before injection, preventing premature cell nucleation and dramatically improving surface appearance.
6. Dimensional Stability and Warpage
Traditional injection molding can be prone to warpage and sink marks, particularly in parts with non-uniform wall thickness.
As the material cools, thicker sections shrink more slowly than thinner sections, creating internal stresses that can cause the part to distort. Sink marks—surface depressions that form above thick ribs or bosses—are a common defect in traditional injection molding.
Structural foam molding offers superior dimensional stability with minimal warpage and very low residual internal stresses.
The foaming process expands the material to fill the cavity, reducing the need for high packing pressures that can lock in residual stresses. Moreover, the cellular core structure helps to distribute shrinkage more uniformly, eliminating the sink marks that plague traditional injection molding of thick-walled parts.
This makes structural foam molding particularly well-suited for large, thick-walled components where dimensional accuracy is critical.
7. Wall Thickness Capabilities
Traditional injection molding is generally optimized for wall thicknesses in the range of 0.5–5 mm.
Thicker walls present significant challenges: longer cycle times (as the thick section must cool completely), increased risk of sink marks (as the core shrinks and pulls the surface inward), and higher material consumption.
While thick-wall parts can be produced, they are generally not economical or technically optimal.
Structural foam molding excels at producing parts with thick wall sections. Minimum wall thickness for structural foam is typically around 3–5 mm, with optimal wall sections ranging from 6–12 mm and capabilities extending to 15 mm or thicker.
The foaming process actually works better with thicker walls, as the cellular core needs sufficient volume to develop properly.
This makes structural foam molding the process of choice for large, heavy-duty parts such as equipment housings, material handling containers, pallets, and structural building components.
8. Production Speed and Cycle Times
Traditional injection molding offers relatively fast cycle times. For thin-walled parts, cycles can be as short as 30–60 seconds, and even for larger parts, cycles typically range from 60–120 seconds. The rapid cooling of solid parts allows for quick ejection and high throughput.
Structural foam molding has longer cycle times due to the additional time required for foam expansion and the thicker wall sections that require more cooling time. Cycle times for structural foam typically range from 3–6 minutes.
The downside is lower production speed compared to traditional injection molding. However, some advanced structural foam processes can achieve cycle time reductions of 15–30% compared to traditional methods for thick-walled parts, as the foamed core cools faster than an equivalent solid section.
9. Material Utilization and Cost Efficiency
Traditional injection molding uses a fixed amount of material per part, with no inherent material savings. Material utilization is standard, and material cost is directly proportional to part volume.
Structural foam molding offers significant material savings. The cellular core reduces material consumption by 15–30% compared to an equivalent solid part.
For high-volume production runs, these material savings accumulate into substantial cost reductions.
The trade-off is that structural foam molds are typically 15–25% more expensive than traditional injection molds due to the need for special venting design and robust construction.
Additionally, the injection machines may require modification or dedicated equipment, raising initial capital costs.
When comparing the two processes, a clear pattern emerges: traditional injection molding has lower initial mold costs and lower machine costs, but higher material costs per part.
Structural foam molding has higher mold and equipment costs upfront, but lower material consumption, making it more cost-effective for large, thick-walled parts in medium-to-high volumes.
10. Equipment Requirements
Traditional injection molding uses standard injection molding machines with reciprocating screw injection units.
These machines are widely available in a range of tonnages (from 5 tons to over 5,000 tons) and are compatible with a vast range of thermoplastics.
Structural foam molding can be performed on specially designed low-pressure injection molding machines or on conventional machines with modifications. Dedicated structural foam machines feature several important differences:
- Two-stage extruder/accumulator systems that separate plasticizing from injection, allowing high throughput (up to 6,000 lb/hr or more) with precise shot control
- Large platen areas to accommodate oversized molds—some machines feature platens up to 110 × 200 inches
- Multiple injection nozzles (up to 280 locations) to distribute material evenly across large mold surfaces
- Lower clamping forces relative to part size, since cavity pressures are much lower
- Sequential nozzle controls to coordinate material flow from multiple injection points
Leading manufacturers of structural foam equipment include Milacron (L-Series), Port Erie Plastics, and various specialized low-pressure injection machine builders.
Milacron’s L-Series, for example, offers shot sizes up to 400 lbs with production throughput up to 6,400 lb/hr, and has been at the forefront of low-pressure injection technology for over fifty years.
11. Material Compatibility
Traditional injection molding is compatible with the widest range of thermoplastics—from commodity resins like polypropylene and polyethylene to engineering plastics like polycarbonate, ABS, nylon, PEEK, and virtually every other injection-moldable polymer.
Structural foam molding is also compatible with most thermoplastics, but the process is most effective with materials that foam well.
Commonly used polymers for structural foam include high-density polyethylene (HDPE), polypropylene (PP), polystyrene (PS), polycarbonate (PC), ABS, and polyvinyl chloride (PVC). Polyurethane is also widely used in structural foam applications.
Not all materials foam equally well, and the selection of the appropriate blowing agent—chemical or physical—must be matched to the processing temperature and rheology of the base resin.
Applications

Injection Molding Applications
Traditional injection molding is the dominant manufacturing method for high-volume production of small to medium-sized parts where precision, surface finish, and absolute strength are critical. Typical applications include:
- Consumer electronics housings and enclosures
- Medical device components and diagnostic equipment housings
- Automotive interior trim, connectors, and under-hood components
- Precision mechanical parts, gears, and fasteners
- Household appliance components
- Packaging closures and thin-walled containers
Structural Foam Molding Applications
Structural foam molding is ideal for large, thick-walled parts where weight reduction, dimensional stability, and cost efficiency are priorities. Typical applications include:
- Large equipment housings: Business machine housings, point-of-sale displays, medical equipment enclosures, and industrial control cabinets
- Material handling products: Pallets, containers, bins, totes, and bulk storage boxes
- Automotive components: Dashboard cores, interior panels, structural inserts, battery cell holders, and occupant protection systems
- Construction products: Building insulation panels, trench walls, and structural building components
- Consumer products: Large appliance housings, furniture components, and recreational equipment
- Industrial parts: Pumps, valve bodies, and large mechanical components
Making the Right Choice
Choosing between structural foam injection molding and traditional injection molding requires careful consideration of several factors:
| Factor | Traditional Injection Molding | Structural Foam Molding |
|---|---|---|
| Part size | Small to medium (typically under 2 ft) | Large (up to 7.5 ft or more) |
| Wall thickness | 0.5–5 mm | 4.5–15 mm or thicker |
| Weight reduction goal | None—solid part required | 10–40% weight reduction |
| Surface finish requirement | High gloss or fine texture (VDI 10–16) | Medium (VDI 18–24) or requires painting |
| Production volume | High volume | Medium to high volume |
| Initial tooling cost | Lower (steel or aluminum molds) | Higher (15–25% more than traditional) |
| Material consumption | Fixed—no savings | 15–30% material savings |
| Dimensional stability | Good—watch for sink marks on thick sections | Excellent—no sink marks, low warpage |
| Cycle time | Fast (30–120 seconds) | Slower (3–6 minutes) |
| Mechanical priority | Maximum absolute strength | Maximum strength-to-weight ratio |
Choose traditional injection molding when:
- Parts are relatively small and complex
- Wall thickness is under 5 mm
- Aesthetic surface finish is critical (consumer-facing products)
- Maximum absolute strength is required
- Production volumes are very high
- You need tight tolerances and fine details
Choose structural foam molding when:
- Parts are large (over 2–3 feet in length)
- Wall thickness exceeds 5–6 mm
- Weight reduction is a priority (automotive, aerospace, logistics)
- Dimensional stability is critical (large enclosures, structural components)
- You want to avoid sink marks on thick sections
- Material savings will offset higher tooling costs
- Surface finish can be textured or painted
Conclusion
Structural foam injection molding and traditional injection molding are not competing technologies in the sense that one is universally “better” than the other.
Rather, they are complementary processes, each optimized for different applications and performance requirements.
Traditional injection molding remains the gold standard for high-volume production of small, precise, cosmetically demanding parts.
Its ability to produce fully dense, strong parts with excellent surface finish at rapid cycle times makes it indispensable for industries ranging from medical devices to consumer electronics.
Structural foam injection molding offers a compelling alternative for large, thick-walled parts where weight reduction, dimensional stability, and cost efficiency are paramount.
The ability to produce parts that are 10–40% lighter than solid equivalents, with no sink marks and excellent stiffness-to-weight ratios, makes it the process of choice for equipment housings, material handling products, automotive components, and building materials.